软件名称:[B]宇龙数控加工仿真系统 V5.0 官方版最新无限制破解版测试可用[/B]
软件类型:国产软件
运行环境:Win9X/Win2000/WinXP/Win2003/
软件语言:简体中文
授权方式:共享版
软件大小:5.00 MB
官方主页:www.233122.com
更新时间:2019-04-29 00:18:00
软件简介:
宇龙数控加工仿真系统是一个应用虚拟现实技术于数控加工操作技能培训和考核的仿真软件。采用数据库统一管理刀具材料和性能参数库,提供车床、立式铣床、卧式加工中心和立式加工中心,以及机床厂家的多种常用面板,具备对数控机床操作全过程和加工运行全环境仿真的功能。
在操作过程中,具有完全自动、智能化的高精度测量功能和全面的碰撞检测功能,还可以对数控程序进行处理。为了便于教学和鉴定工作的进行,本系统还具有考试、互动教学、自动评分和记录回放功能。

【功能特点】
加工运行全环境仿真:仿真数控程序的自动运行和MDI运行模式;三维工件的实时切削,刀具轨迹的三维显示;提供刀具补偿、坐标系设置等系统参数的设定。
全面的碰撞检测:手动、自动加工等模式下的实时碰撞检测,包括刀柄刀具与夹具、压板、机床等碰撞,也包括机床行程越界及主轴不转时刀柄刀具与工件等的碰撞。
数控程序处理:能够通过 DNC 导入各种 CAD/CAM 软件生成的数控程序,例如 Mastercam 、 Pro/E 、UG 、 CAXA-ME 等,也可以导入手工编制的文本格式数控程序,还能够直接通过面板手工编辑、输入、输出数控程序。
宏指令的支持:FANUC、Siemens、华中数控、广州数控等系统全面支持宏指令中的变量编程功能。
考试记录回放:本系统具有记录考试操作全过程和考试结果的功能以及多种回放方式。
互动教学:教师和学生可以相互观看对方的操作,进行互动交流。
工业级测量精度:可进行自动智能测量,实时三维模型测量,精度可达到7-8位有效数字,完全满足0.001毫米的工业级精度要求。
【软件优势】
首先,具有独特的纪录方法,记录数据量少,可以全过程回放。对数控铣床或者加工中心两小时的仿真操作全过程的纪录数据平均 每人不超过500KB,而对数控车床则不到100KB。只有该种软件独特的记录方法才使得大规模的社会化数控操作考试成为可能。
其次,具有智能化的全自动评分功能。经过一年半时间各种规模的实际考试,该软件智能化的全自动评分功能已经相当完善和稳定。这项全自动评分功能,使得数控仿真操作考试完全不需要数控专业人员的介入,这不仅提高了考试评分工作的效率,更重要的是保证了数控操作工社会化考试评分的一致性和正确性,也大大降低了鉴定成本。
再次,对硬件环境要求低。本公司开发的《数控加工仿真系统》经过六年多的改进和完善,是目前市场上同类产品中唯一能够在 8MB 显示内存情况下正常工作的软件,这大大扩大了软件推广使用的范围。
【怎么打不开】
必须先打开CNCAppSrv.exe,然后打开数控数控仿真系统软件。
打开程序后是看不到任何界面的,这是加密狗程序,属于后台程序。在任务管理器里可以看到它的进程。
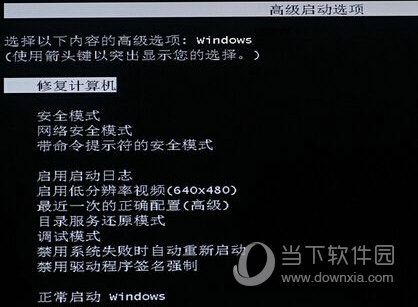
如果是系统故障和相关服务未开启问题,具体解决方法如下:
(1)开机后不停点键盘上方的F8健,可以看到一个高级选择菜单。
(2)选择安全模式,可能会遇到英文的安全模式选择安全模式。
(3)可以选择【最后一次正确配置】进入系统,如果不行则选择【安全模式】进入。
(4)当选择安全模式后,有可能会有其他选择。
(5)在进入安全模式前,会提示是否在安全模式下载运行,点击是,或者直接回车。
(6)进入到安全模式或者带网络连接的安全模式,就可以了。
【怎么导入程序】
1、新建一个文本文档,把程序编好后,保存,文件名存为 *.NC。
2、点击操作面板上的编辑键,编辑状态指示灯变亮,进入编辑状态。
3、点击键盘上的 PROG 在CRT屏幕上点击软键盘 [操作],出现的下级子菜单中点击向右的翻页箭头找到 [READ]
4、输入一个程序名 O####(你为这个程序起的名字,不一定要和文本文档的名字一样。如果文本文档的第一行所起的程序名和这个不一样,机床显示的是这一个。比如文本文档的第一行为O0001,而你在MDI键盘上输的是O0002,机床显示屏上显示的是O0002)
5、按软键[EXEC];
6、点击宇龙数控系统的菜单 机床 下拉菜单中找 DNC 传送。此时弹出一个对话框。找到你程序保存的路径,打开后,该程序就显示在机床显示屏上了。

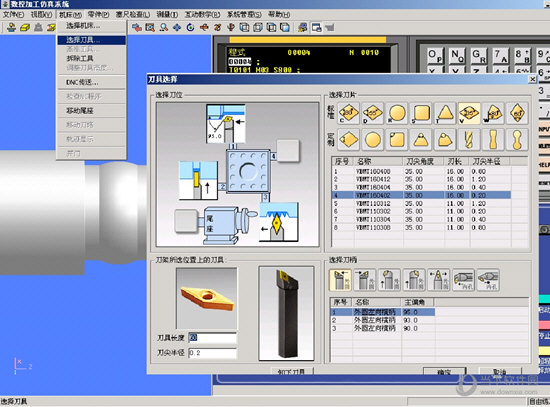
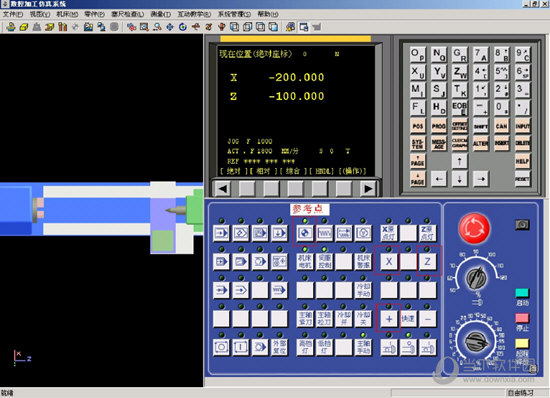
【怎么对刀】
将方式开关置于“回参考点”位置,分别按 X 、 Y 、 Z 方向按键令机床进行回参考点操作,此时屏幕将显示对刀参照点在机床坐标系中的坐标,若机床原点与参考点重合,则坐标显示为( 0 , 0 , 0 )。
1、以毛坯孔或外形的对称中心为对刀位置点 :
(1) 以定心锥轴找小孔中心
(2) 用百分表找孔中心
(3) 用寻边器找毛坯对称中心 将电子寻边器和普通刀具一样装夹在主轴上,其柄部和触头之间有一个固定的电位差,当触头与金属工件接触时,即 通过床身形成回路电流,寻边器上的指示灯就被点亮。逐步降低步进增量,使触头与工件表面处于极限接触(进一步即点亮,退一步则熄灭),即认为定位到工件表 面的位置处。
2、 以毛坯相互垂直的基准边线的交点为对刀位置点 :
( 1) 按 X 、 Y 轴移动方向键,令刀具或寻边器移到工件左(或右)侧空位的上方。再让刀具下行,最后调整移动 X 轴,使刀具圆周刃口接触工件的左(或右)侧面,记下此时刀具在机床坐标系中的 X 坐标 x a 。然后按 X 轴移动方向键使刀具离开工件左(或右)侧面。
( 2) 用同样的方法调整移动到刀具圆周刃口接触工件的前(或后)侧面,记下此时刀具在机床坐标系中的 Y 坐标 y a 。最后让刀具离开工件的前(或后)侧面,并将刀具回升到远离工件的位置。
( 3) 如果已知刀具或寻边器的直径为 D ,则基准边线交点处的坐标应为( x a +D/2 , y a +D/2 )。
3) 刀具 Z 向对刀 当对刀工具中心(即主轴中心)在 X 、 Y 方向上的对刀完成后,可取下对刀工具,换上基准刀具,进行 Z 向对刀操作。 Z 向对刀点通常都是以工件的上下表面为基准的,这可利用 Z 向设定器进行精确对刀,其原理与寻边器相同。若以工件上表面为 Z=0 的工件零点,设 Z 向设定器的标准高度为 50 ,则当刀具下表面与 Z 向设定器接触致指示灯亮时,刀具在工件坐标系中的坐标应为 Z=50 ,将此时刀具在机床坐标系中的 Z 坐标值减于 50 后的结果记下来。
【数控仿真软件推荐】
相信用过宇龙数控加工仿真软件的用户都会喜欢上它,业务专业,功能全面,唯一的遗憾就是操作上有难点,下面小编就为你推荐一些相对比较简单的数控应用。
| 软件图标 | 软件名称 | 独有特色 |
 |
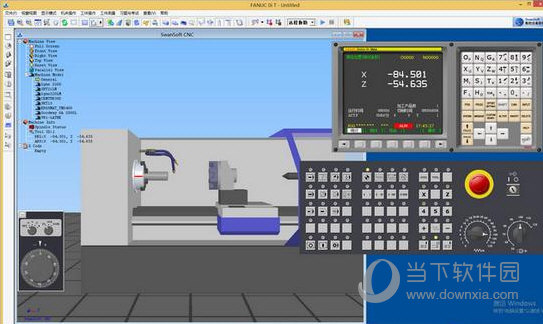
斯沃数控仿真软件下载 | 专为模拟数控加工实际过程的仿真软件,可以运用多种数控语言以及刀具等模拟加工功能,方便编程人员实时观测工件加工状态。 |
 |
丁香数控车床仿真软件 | 能够真实模拟数控机床的操作,包括FUNAC数控车床和华中数控机床,非常适合教师演示数控操作编程以及数控人员检验数控系列防止碰刀时使用。 |
 |
EdgeCAM2017中文版 | 主要适用于车、铣和车铣复合类数控机床的自动编程操作,囊括了2D/3D设计、套排料、折弯、程序管理、传输等功能模块。 |
 |
GSK 928TC | 针对广州数控车床GSK 928TC打造的数控仿真机床软件。经济型μm级车床数控系统,采用国际标准ISO代码,24种G指令,可满足多种加工需要。 |
【下载地址】
宇龙数控加工仿真系统 V5.0 官方版
[url=http://www.xiamiku.com/soft/53768.html][B]宇龙数控加工仿真系统 V5.0 官方版最新无限制破解版测试可用[/B][/url]
普通下载